

|
| مقدار تولیدی: | 900 کیلوگرم |
| قیمت: | Negotiation |
| بسته بندی استاندارد: | 25 کیلوگرم / CTN ، 36CTN / پالت یا بسته بندی کوچک |
| دوره تحویل: | 30 روز |
| روش پرداخت: | L / C ، T / T |
| ظرفیت تامین: | 500 تن / ماه |
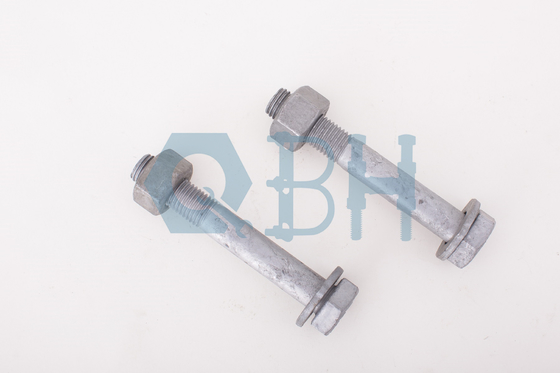
اتصالات برقی 8.8 HDG Carbon Steel M16 TO M36
مشخصات
8.8 پیچ ساختاری با کشش بالا AS1252
پیچ و مهره های ساختاری All12 fasteners مجموعه کاملی از پیچ و مهره و واشر است.توسط افرادی که به محصولات با کیفیت نصب شده در آنجا بستگی دارند ، مطابقت با استانداردهای ساختاری استرالیا را انتخاب می کنند.
|
|||||||
|
جریان فرآیند
جعل سرد
درمان آنیل (در صورت نیاز) ➨ سیم کشی ➨ جعل کلوخ ➨ نورد موضوععملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
جعل گرم
مواد برش ➨ جعل گرم ➨ پیچ diameter قطر کوچک شدن (نیم نخ)نخ نورد ➨ عملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
درجه محصول
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| نه | مکانیکی یا مال فیزیکی |
کلاس املاک | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16 میلی مترآ | d > 16 میلی مترب | d≤16 میلی متر | ||||||||||
| 1 | مقاومت کششی Rمتر، MPA |
نامج | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| حداکثر | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | مقاومت تسلیم پایین ReL، MPA |
نامج | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| حداکثر | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | استرس در 0/2٪ ازدیاد طول نامتناسب Rp0.2، MPA |
نامج | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| حداکثر | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | فشار در 000048 روز طول غیر متناسب برای اتصال دهنده های اندازه کامل Rپf، MPA |
نامج | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| حداکثر | —— | 340ه | —— | 420ه | 480ه | —— | —— | —— | —— | —— | ||
| 5 | استرس تحت بار اثبات Sپf، MPA |
نام | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| اثبات Sص ، نام/ Rدقیقه حداقل یا نقاط قوتص ، نام/ Rp0.2 دقیقه یا rati Sص ، نام/ Rدقیقه حداقل |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | درصد کشیدگی پس از شکستگی برای قطعات تست شده ماشین آلات ، A ، |
حداقل | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | درصد کاهش سطح بعد از شکستگی برای تست قطعات ماشینکاری ، Z ،٪ |
حداقل | —— | 52 | 48 | 48 | 44 | |||||
| 8 | کشیدگی بعد از شکستگی برای اندازه کامل اتصال دهنده ها ، Af |
حداقل | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | صداي سر | بدون شکستگی | ||||||||||
| 10 | سختی ویکرز ، HV ، F≥98N |
حداقل | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| حداکثر | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | سختی برینل ، HBW ، F = 30D² |
حداقل | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| حداکثر | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | سختی Rockwell ، HRB ، منابع انسانی |
حداقل | 67 | 71 | 79 | 82 | 89 | |||||
| حداکثر | 95g | 99.5 | ||||||||||
| سختی Rockwell ، HRC |
حداقل | —— | 22 | 23 | 28 | 32 | 39 | |||||
| حداکثر | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | سختی سطح HV 0.3 |
حداکثر | —— | ساعت | ساعت ، ج | ساعت ، ج | ||||||
| 14 | ارتفاع ناحیه نخ غیر دکوراسیون ، E ، میلی متر | حداقل | —— | 1/2 ساعت1 | 2/3 ساعت1 | 3/4 ساعت1 | ||||||
| عمق دکوراسیون کامل در نخ ، G ، میلی متر |
حداکثر | —— | 0.015 | |||||||||
| 15 | کاهش سختی پس از بازگشت مجدد ، HV | حداکثر | —— | 20 | ||||||||
| 16 | گشتاور شکستن ، مب، N · m |
حداقل | —— | مطابق با استاندارد ISO 898-7 | ||||||||
| 17 | قدرت ضربه ، کVK ، من، ج |
حداقل | —— | 27 | —— | 27 | 27 | 27 | 27 | متر | ||
| 18 | یکپارچگی سطح مطابق با | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a مقادیر برای پیچ و مهره ساختاری اعمال نمی شود. |
||||||||||||
مواد و مواد شیمیایی
1008
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | آل |
| 06/0 | 06/0 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| ترکیب شیمیایی | ||||||
| ج | سی | من | پ | S | Cr | ب |
| 0.2 | 0.04 | 81/0 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
تمام کردن
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICEL و غیره
بسته بندی
QBH فله
20-25 کیلوگرم / CTN ، 36CTNS / پالت
20-30 کیلوگرم / کیسه ، 36 کیسه / پالت
یک تن / جعبه
50 کیلوگرم / IRON DRUM ، 12 آهن آلات / پالت
بسته بندی کوچک QBH
بسته بندی در جعبه های کوچک با توجه به نیاز مشتری
بسته بندی در کیسه های پلاستیکی با توجه به نیاز مشتری
نوع پالت QBH
پالت بخور جامد
EURO پالت
پالت سه شاخه
جعبه چوبی
مزایای QBH
کاربرد محصول
پیچ های سازه ای کششی بالا AS1252 Gr8.8 HDG
پیچ و مهره های واشر واشر AS1252 مونتاژ HDG Factory دارای نخ های پیچ دستگاه در یک سر و سر شش گوش در سر دیگر با یک واشر زیر سر برای آب بندی بهتر است.این پیچ و مهره ها می توانند مستقیماً درون دستگاه محکم شوند ، زیرا مونتاژ مهره واشر AS1252 مونتاژ کارخانه HDG دارای واشر و مهره هایی است که از درجه یکسانی برخوردار هستند و از نظر پیچ و مهره شش گوش تمام می شوند.ساقه با نخ جزئی باعث می شود که بین اشیا قدرت بیشتری گرفته شود و حرکت برشی کمتر باشد.
کارخانه مهره شویی AS1252 مونتاژ کارخانه HDG از پیچ ، مهره و واشر تشکیل شده است.مهره واشر AS1252 مونتاژ کارخانه HDG مجبور است قبل از سوراخ کردن سوراخ ها بهترین نتیجه را داشته باشد.این پیچ های انگشت شست را با آچار محکم کنید تا در هنگام بستن گشتاور بیشتری داشته باشید.این مونتاژ مهره واشر پیچ و مهره برای بستن اکثر ماشین آلات و تجهیزات مناسب است.
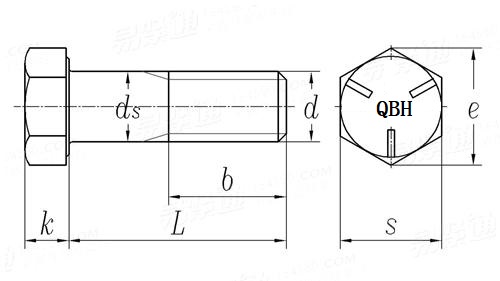
پیچ و مهره های AS1252 دارای سرهای اتصال دهنده ای با نخ خارجی هستند که برای نگهداری دو شی، اغلب فلزی یا چوبی در یک موقعیت ثابت نسبت به یکدیگر استفاده می شوند.برخلاف پیچ ها ، که نخ های خود را می برند ، پیچ و مهره ها با نخ های داخلی مهره ها جفت می شوند تا در جای خود قرار بگیرند و سطح کششی مطلوب در اتصال پیچ را تضمین کنند.استفاده از آجیل در جداسازی و مونتاژ مجدد کمک می کند.علاوه بر این ، پیچ و مهره ها به طور کلی ظرفیت تحمل بار بیشتری نسبت به پیچ دارند اما فاقد شافت مخروطی هستند.سبک سر پیچ ، ابزار مورد نیاز برای سفت شدن و شل شدن را تعیین می کند.پیچ و مهره ها وظیفه جمع کردن همه چیز از مبلمان تا ماشین آلات تا پل ها را دارند.
پیچ و مهره های AS1252 شامل پیچ های کاملاً نخ دار و پیچ های جزئی رشته ای می شوند.پیچهای کاملاً نخ دار تا انتها با یک سوراخ پیچ خورده و رشته ای درگیر می شوند.این موارد را هنگامی انتخاب کنید که نیروی جانبی نگران کننده نباشد.پیچ های نیمه رشته ای دارای یک قسمت نخ نخ در زیر سر هستند تا در هنگام اعمال نیرو از طرف ، قدرت بیشتری در نگهداری داشته باشند.قسمت نخ نخ شده از قسمت پیچ دار پیچ محکم تر است.طول نخ ممکن است از حداقل طول موضوع منتشر شده تا موضوع کامل متفاوت باشد.
کارخانه مهره شوی پیچ و مهره AS1252 مونتاژ کارخانه HDG برای کاربردهای بار بالا که به مقاومت کششی بالایی نیاز دارند ، به ویژه برای اتصال فولاد به فولاد ، مانند ساخت پل ها و ساختمان ها ، طراحی شده است.مهره واشر AS1252 مونتاژ کارخانه HDG مجبور است قبل از سوراخ کردن سوراخ ها بهترین نتیجه را بگیرد و از واشرها و مهره هایی که درجه یک و پایان آنها است استفاده کند.این پیچ های انگشت شست را با آچار محکم کنید تا در هنگام بستن گشتاور بیشتری داشته باشید.
|
|
| مقدار تولیدی: | 900 کیلوگرم |
| قیمت: | Negotiation |
| بسته بندی استاندارد: | 25 کیلوگرم / CTN ، 36CTN / پالت یا بسته بندی کوچک |
| دوره تحویل: | 30 روز |
| روش پرداخت: | L / C ، T / T |
| ظرفیت تامین: | 500 تن / ماه |
اتصالات برقی 8.8 HDG Carbon Steel M16 TO M36
مشخصات
8.8 پیچ ساختاری با کشش بالا AS1252
پیچ و مهره های ساختاری All12 fasteners مجموعه کاملی از پیچ و مهره و واشر است.توسط افرادی که به محصولات با کیفیت نصب شده در آنجا بستگی دارند ، مطابقت با استانداردهای ساختاری استرالیا را انتخاب می کنند.
|
|||||||
|
جریان فرآیند
جعل سرد
درمان آنیل (در صورت نیاز) ➨ سیم کشی ➨ جعل کلوخ ➨ نورد موضوععملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
جعل گرم
مواد برش ➨ جعل گرم ➨ پیچ diameter قطر کوچک شدن (نیم نخ)نخ نورد ➨ عملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
درجه محصول
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| نه | مکانیکی یا مال فیزیکی |
کلاس املاک | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16 میلی مترآ | d > 16 میلی مترب | d≤16 میلی متر | ||||||||||
| 1 | مقاومت کششی Rمتر، MPA |
نامج | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| حداکثر | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | مقاومت تسلیم پایین ReL، MPA |
نامج | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| حداکثر | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | استرس در 0/2٪ ازدیاد طول نامتناسب Rp0.2، MPA |
نامج | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| حداکثر | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | فشار در 000048 روز طول غیر متناسب برای اتصال دهنده های اندازه کامل Rپf، MPA |
نامج | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| حداکثر | —— | 340ه | —— | 420ه | 480ه | —— | —— | —— | —— | —— | ||
| 5 | استرس تحت بار اثبات Sپf، MPA |
نام | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| اثبات Sص ، نام/ Rدقیقه حداقل یا نقاط قوتص ، نام/ Rp0.2 دقیقه یا rati Sص ، نام/ Rدقیقه حداقل |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | درصد کشیدگی پس از شکستگی برای قطعات تست شده ماشین آلات ، A ، |
حداقل | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | درصد کاهش سطح بعد از شکستگی برای تست قطعات ماشینکاری ، Z ،٪ |
حداقل | —— | 52 | 48 | 48 | 44 | |||||
| 8 | کشیدگی بعد از شکستگی برای اندازه کامل اتصال دهنده ها ، Af |
حداقل | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | صداي سر | بدون شکستگی | ||||||||||
| 10 | سختی ویکرز ، HV ، F≥98N |
حداقل | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| حداکثر | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | سختی برینل ، HBW ، F = 30D² |
حداقل | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| حداکثر | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | سختی Rockwell ، HRB ، منابع انسانی |
حداقل | 67 | 71 | 79 | 82 | 89 | |||||
| حداکثر | 95g | 99.5 | ||||||||||
| سختی Rockwell ، HRC |
حداقل | —— | 22 | 23 | 28 | 32 | 39 | |||||
| حداکثر | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | سختی سطح HV 0.3 |
حداکثر | —— | ساعت | ساعت ، ج | ساعت ، ج | ||||||
| 14 | ارتفاع ناحیه نخ غیر دکوراسیون ، E ، میلی متر | حداقل | —— | 1/2 ساعت1 | 2/3 ساعت1 | 3/4 ساعت1 | ||||||
| عمق دکوراسیون کامل در نخ ، G ، میلی متر |
حداکثر | —— | 0.015 | |||||||||
| 15 | کاهش سختی پس از بازگشت مجدد ، HV | حداکثر | —— | 20 | ||||||||
| 16 | گشتاور شکستن ، مب، N · m |
حداقل | —— | مطابق با استاندارد ISO 898-7 | ||||||||
| 17 | قدرت ضربه ، کVK ، من، ج |
حداقل | —— | 27 | —— | 27 | 27 | 27 | 27 | متر | ||
| 18 | یکپارچگی سطح مطابق با | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a مقادیر برای پیچ و مهره ساختاری اعمال نمی شود. |
||||||||||||
مواد و مواد شیمیایی
1008
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | آل |
| 06/0 | 06/0 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| ترکیب شیمیایی | ||||||
| ج | سی | من | پ | S | Cr | ب |
| 0.2 | 0.04 | 81/0 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
تمام کردن
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICEL و غیره
بسته بندی
QBH فله
20-25 کیلوگرم / CTN ، 36CTNS / پالت
20-30 کیلوگرم / کیسه ، 36 کیسه / پالت
یک تن / جعبه
50 کیلوگرم / IRON DRUM ، 12 آهن آلات / پالت
بسته بندی کوچک QBH
بسته بندی در جعبه های کوچک با توجه به نیاز مشتری
بسته بندی در کیسه های پلاستیکی با توجه به نیاز مشتری
نوع پالت QBH
پالت بخور جامد
EURO پالت
پالت سه شاخه
جعبه چوبی
مزایای QBH
کاربرد محصول
پیچ های سازه ای کششی بالا AS1252 Gr8.8 HDG
پیچ و مهره های واشر واشر AS1252 مونتاژ HDG Factory دارای نخ های پیچ دستگاه در یک سر و سر شش گوش در سر دیگر با یک واشر زیر سر برای آب بندی بهتر است.این پیچ و مهره ها می توانند مستقیماً درون دستگاه محکم شوند ، زیرا مونتاژ مهره واشر AS1252 مونتاژ کارخانه HDG دارای واشر و مهره هایی است که از درجه یکسانی برخوردار هستند و از نظر پیچ و مهره شش گوش تمام می شوند.ساقه با نخ جزئی باعث می شود که بین اشیا قدرت بیشتری گرفته شود و حرکت برشی کمتر باشد.
کارخانه مهره شویی AS1252 مونتاژ کارخانه HDG از پیچ ، مهره و واشر تشکیل شده است.مهره واشر AS1252 مونتاژ کارخانه HDG مجبور است قبل از سوراخ کردن سوراخ ها بهترین نتیجه را داشته باشد.این پیچ های انگشت شست را با آچار محکم کنید تا در هنگام بستن گشتاور بیشتری داشته باشید.این مونتاژ مهره واشر پیچ و مهره برای بستن اکثر ماشین آلات و تجهیزات مناسب است.
پیچ و مهره های AS1252 دارای سرهای اتصال دهنده ای با نخ خارجی هستند که برای نگهداری دو شی، اغلب فلزی یا چوبی در یک موقعیت ثابت نسبت به یکدیگر استفاده می شوند.برخلاف پیچ ها ، که نخ های خود را می برند ، پیچ و مهره ها با نخ های داخلی مهره ها جفت می شوند تا در جای خود قرار بگیرند و سطح کششی مطلوب در اتصال پیچ را تضمین کنند.استفاده از آجیل در جداسازی و مونتاژ مجدد کمک می کند.علاوه بر این ، پیچ و مهره ها به طور کلی ظرفیت تحمل بار بیشتری نسبت به پیچ دارند اما فاقد شافت مخروطی هستند.سبک سر پیچ ، ابزار مورد نیاز برای سفت شدن و شل شدن را تعیین می کند.پیچ و مهره ها وظیفه جمع کردن همه چیز از مبلمان تا ماشین آلات تا پل ها را دارند.
پیچ و مهره های AS1252 شامل پیچ های کاملاً نخ دار و پیچ های جزئی رشته ای می شوند.پیچهای کاملاً نخ دار تا انتها با یک سوراخ پیچ خورده و رشته ای درگیر می شوند.این موارد را هنگامی انتخاب کنید که نیروی جانبی نگران کننده نباشد.پیچ های نیمه رشته ای دارای یک قسمت نخ نخ در زیر سر هستند تا در هنگام اعمال نیرو از طرف ، قدرت بیشتری در نگهداری داشته باشند.قسمت نخ نخ شده از قسمت پیچ دار پیچ محکم تر است.طول نخ ممکن است از حداقل طول موضوع منتشر شده تا موضوع کامل متفاوت باشد.
کارخانه مهره شوی پیچ و مهره AS1252 مونتاژ کارخانه HDG برای کاربردهای بار بالا که به مقاومت کششی بالایی نیاز دارند ، به ویژه برای اتصال فولاد به فولاد ، مانند ساخت پل ها و ساختمان ها ، طراحی شده است.مهره واشر AS1252 مونتاژ کارخانه HDG مجبور است قبل از سوراخ کردن سوراخ ها بهترین نتیجه را بگیرد و از واشرها و مهره هایی که درجه یک و پایان آنها است استفاده کند.این پیچ های انگشت شست را با آچار محکم کنید تا در هنگام بستن گشتاور بیشتری داشته باشید.

