


|
| مقدار تولیدی: | 500 کیلوگرم |
| قیمت: | Negotiation |
| بسته بندی استاندارد: | کارتن 25kg + 900kg / پالت یا 5KG / CTN |
| دوره تحویل: | 30 روز |
| روش پرداخت: | L / C ، T / T ، OA |
| ظرفیت تامین: | 600TON / ماه |
مشخصات
پیچ و مهره های شش گوش DIN 960پیچ و مهره های جزئی رشته ای با نخ های پیچ و مهره خارجی ماشین ظریف و فوق العاده ریز هستند (فضای بین رشته های ظریف و ریز اضافی کمتر از نخ های درشت و با فاصله بیشتر است).با سوراخها و مهره های رشته ای داخلی جفت شده اند ، به جز برخی از تفاوت های ابعادی ، آنها با ISO 8765 مشابه هستند.آبکاری روی که در فولاد کلاس 8.8 و 10.9 موجود است ، از ایجاد زنگ جلوگیری می کند در حالی که پوشش ساده محافظ در برابر خوردگی ندارد.تحمل نخ برای کلاس 8.8 و 10.9 برای پوشش ساده 6 گرم و برای آبکاری 6 ساعت است.نخ های سمت راست استاندارد هستند.همچنین پیچ درپوش هگزا نامیده می شود ، قطر پیچ و طول پیچ حداقل طول رزوه را تعیین می کند.طول پیچ از زیر سر تا نوک اندازه گیری می شود.سر پیچ های سحر و جادو DIN 960 مشابه ISO 8765 و JIS B1180 است.در صورت نیاز به رزوه کامل از DIN 961 و برای رشته های درشت نیمه رشته ای از DIN 931 استفاده کنید.
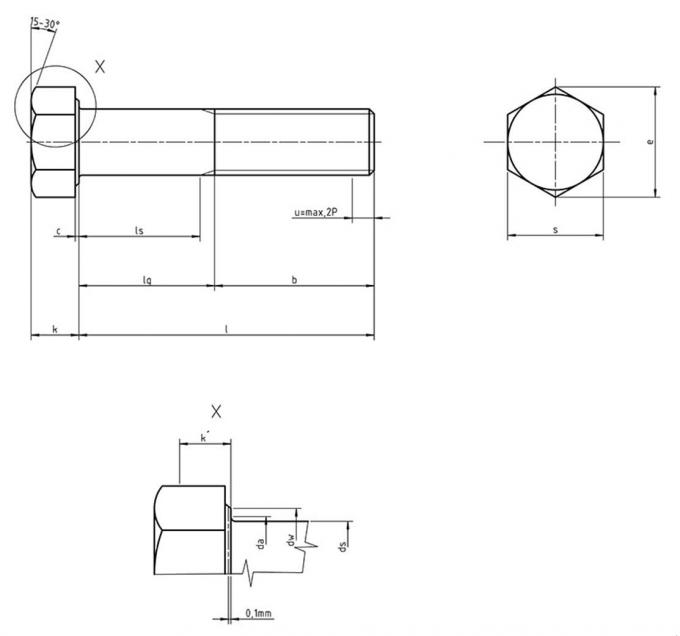
من - طول پیچ
فولاد: 5.6،5.8،8.8،10.9،12.9
ضد زنگ: A2 ، A4
پلاستیک: -
غیر آهنی: برنجی
نخ: 6 گرم
DIN960
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
جریان فرآیند
جعل سرد
درمان آنیل (در صورت نیاز) ➨ سیم کشی ➨ جعل کلوخ ➨ نورد موضوععملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
جعل گرم
مواد برش ➨ جعل گرم ➨ پیچ diameter قطر کوچک شدن (نیم نخ)نخ نورد ➨ عملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
ظرفیت مکانیکی
| نه | مکانیکی یا مال فیزیکی |
کلاس املاک | |||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 /12.9 | |||||
| D≤16 میلی مترآ | d > 16 میلی مترب | d≤16 میلی متر | |||||||||||
| 1 | مقاومت کششی Rمتر، MPA |
نامج | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | ||||
| حداکثر | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |||
| 2 | مقاومت تسلیم پایین ReL، MPA |
نامج | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |
| حداکثر | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |||
| 3 | استرس در 0/2٪ ازدیاد طول نامتناسب Rp0.2، MPA |
نامج | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 | |
| حداکثر | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | |||
| 4 | فشار در 000048 روز طول غیر متناسب برای اتصال دهنده های اندازه کامل Rپf، MPA |
نامج | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— | |
| حداکثر | —— | 340ه | —— | 420ه | 480ه | —— | —— | —— | —— | —— | |||
| 5 | استرس تحت بار اثبات Sپf، MPA |
نام | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |
| اثبات Sص ، نام/ Rدقیقه حداقل یا نقاط قوتص ، نام/ Rp0.2 دقیقه یا rati Sص ، نام/ Rدقیقه حداقل |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | |||
| 6 | درصد کشیدگی پس از شکستگی برای قطعات تست شده ماشین آلات ، A ، |
حداقل | 22 | —— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 | |
| 7 | درصد کاهش سطح بعد از شکستگی برای تست قطعات ماشینکاری ، Z ،٪ |
حداقل | —— | 52 | 48 | 48 | 44 | ||||||
| 8 | کشیدگی بعد از شکستگی برای اندازه کامل اتصال دهنده ها ، Af |
حداقل | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— | |
| 9 | صداي سر | بدون شکستگی | |||||||||||
| 10 | سختی ویکرز ، HV ، F≥98N |
حداقل | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 | |
| حداکثر | 220g | 250 | 320 | 335 | 360 | 380 | 435 | ||||||
| 11 | سختی برینل ، HBW ، F = 30D² |
حداقل | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | |
| حداکثر | 209g | 238 | 304 | 318 | 342 | 361 | 414 | ||||||
| 12 | سختی Rockwell ، HRB ، منابع انسانی |
حداقل | 67 | 71 | 79 | 82 | 89 | ||||||
| حداکثر | 95g | 99.5 | |||||||||||
| سختی Rockwell ، HRC |
حداقل | —— | 22 | 23 | 28 | 32 | 39 | ||||||
| حداکثر | —— | 32 | 34 | 37 | 39 | 44 | |||||||
| 13 | سختی سطح HV 0.3 |
حداکثر | —— | ساعت | ساعت ، ج | ساعت ، ج | |||||||
| 14 | ارتفاع ناحیه نخ غیر دکوراسیون ، E ، میلی متر | حداقل | —— | 1/2 ساعت1 | 2/3 ساعت1 | 3/4 ساعت1 | |||||||
| عمق دکوراسیون کامل در نخ ، G ، میلی متر |
حداکثر | —— | 0.015 | ||||||||||
| 15 | کاهش سختی پس از بازگشت مجدد ، HV | حداکثر | —— | 20 | |||||||||
| 16 | گشتاور شکستن ، مب، N · m |
حداقل | —— | مطابق با استاندارد ISO 898-7 | |||||||||
| 17 | قدرت ضربه ، کVK ، من، ج |
حداقل | —— | 27 | —— | 27 | 27 | 27 | 27 | متر | |||
| 18 | یکپارچگی سطح مطابق با | ISO 6157-1n | ISO 6157-3 | ||||||||||
| a مقادیر برای پیچ و مهره ساختاری اعمال نمی شود. b برای پیچ و مهره ساختاری d W M12. c مقادیر اسمی فقط برای هدف سیستم تعیین کلاسهای خاص مشخص می شوند.بند 5 را ببینید. d در مواردی که مقاومت تسلیم کمتری را نمی توان تعیین کرد ، اندازه گیری تنش در 2/0 درصد مجاز است کشیدگی غیر متناسب Rp0،2. e برای کلاسهای املاک 4.8 ، 5.8 و 6.8 مقادیر Rpf دقیقه در دست بررسی است.مقادیر موجود آورده شده است فقط برای محاسبه نسبت تنش اثباتآنها مقادیر آزمایشی نیستند. f بارهای اثبات شده در جداول 5 و 7 مشخص شده است. g سختی تعیین شده در انتهای اتصال دهنده باید 250 HV ، 238 HB یا 99،5 HRB حداکثر باشد. h سختی سطح نباید بیش از 30 نقطه ویکرز بالاتر از سختی هسته اندازه گیری شده اتصال دهنده باشد تعیین سختی سطح و سختی هسته با HV 0،3 انجام می شود. i هرگونه افزایش سختی در سطح که نشانگر آن باشد که سختی سطح بیش از 390 HV است ، قابل قبول نیست. j هرگونه افزایش سختی در سطح که نشان می دهد سختی سطح بیش از 435 HV است ، قابل قبول نیست. k مقادیر در دمای آزمایش 20 − C تعیین می شود ، به 9.14 مراجعه کنید. l برای د W 16 میلی متر اعمال می شود.مقدار KV تحت تحقیق است. n به جای ISO 6157-1 ، ISO 6157-3 ممکن است با توافق بین تولید کننده و خریدار اعمال شود. |
|||||||||||||
درجه محصول
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
مواد و مواد شیمیایی
1008
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | آل |
| 06/0 | 06/0 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| ترکیب شیمیایی | ||||||
| ج | سی | من | پ | S | Cr | ب |
| 0.2 | 0.04 | 81/0 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
تمام کردن
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICEL و غیره
بسته بندی
QBH فله
20-25 کیلوگرم / CTN ، 36CTNS / پالت
20-30 کیلوگرم / کیسه ، 36 کیسه / پالت
یک تن / جعبه
50 کیلوگرم / IRON DRUM ، 12 آهن آلات / پالت
بسته بندی کوچک QBH
بسته بندی در جعبه های کوچک با توجه به نیاز مشتری
بسته بندی در کیسه های پلاستیکی با توجه به نیاز مشتری
نوع پالت QBH
پالت بخار جامد
EURO پالت
پالت سه شاخه
جعبه چوبی
مزایای QBH
کاربرد محصول
این کلاس 88 پیچ فولادی برای بستن اکثر ماشین آلات و تجهیزات. ابعاد
با ایزو مطابقت داشته باشید (سابق DIN) مشخصات فنی. طول از زیر اندازه گیری می شود سر.
فلز روی-آبکاری شده پیچ های فولادی در برابر خوردگی در حالت مرطوب مقاومت می کنند محیط ها فاصله نخ جفت شدن را مطابقت دهید
اجزاء. خوب و اضافی-خوب نخ ها از نزدیک فاصله دارند تا از شل شدن آنها جلوگیری شود لرزش
ریزتر نخ، بهتر مقاومت.
|
|
| مقدار تولیدی: | 500 کیلوگرم |
| قیمت: | Negotiation |
| بسته بندی استاندارد: | کارتن 25kg + 900kg / پالت یا 5KG / CTN |
| دوره تحویل: | 30 روز |
| روش پرداخت: | L / C ، T / T ، OA |
| ظرفیت تامین: | 600TON / ماه |
مشخصات
پیچ و مهره های شش گوش DIN 960پیچ و مهره های جزئی رشته ای با نخ های پیچ و مهره خارجی ماشین ظریف و فوق العاده ریز هستند (فضای بین رشته های ظریف و ریز اضافی کمتر از نخ های درشت و با فاصله بیشتر است).با سوراخها و مهره های رشته ای داخلی جفت شده اند ، به جز برخی از تفاوت های ابعادی ، آنها با ISO 8765 مشابه هستند.آبکاری روی که در فولاد کلاس 8.8 و 10.9 موجود است ، از ایجاد زنگ جلوگیری می کند در حالی که پوشش ساده محافظ در برابر خوردگی ندارد.تحمل نخ برای کلاس 8.8 و 10.9 برای پوشش ساده 6 گرم و برای آبکاری 6 ساعت است.نخ های سمت راست استاندارد هستند.همچنین پیچ درپوش هگزا نامیده می شود ، قطر پیچ و طول پیچ حداقل طول رزوه را تعیین می کند.طول پیچ از زیر سر تا نوک اندازه گیری می شود.سر پیچ های سحر و جادو DIN 960 مشابه ISO 8765 و JIS B1180 است.در صورت نیاز به رزوه کامل از DIN 961 و برای رشته های درشت نیمه رشته ای از DIN 931 استفاده کنید.
من - طول پیچ
فولاد: 5.6،5.8،8.8،10.9،12.9
ضد زنگ: A2 ، A4
پلاستیک: -
غیر آهنی: برنجی
نخ: 6 گرم
DIN960
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
جریان فرآیند
جعل سرد
درمان آنیل (در صورت نیاز) ➨ سیم کشی ➨ جعل کلوخ ➨ نورد موضوععملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
جعل گرم
مواد برش ➨ جعل گرم ➨ پیچ diameter قطر کوچک شدن (نیم نخ)نخ نورد ➨ عملیات حرارتی انجام دهید (در صورت نیاز) ➨ تمام کردن ➨ بسته بندی
ظرفیت مکانیکی
| نه | مکانیکی یا مال فیزیکی |
کلاس املاک | |||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 /12.9 | |||||
| D≤16 میلی مترآ | d > 16 میلی مترب | d≤16 میلی متر | |||||||||||
| 1 | مقاومت کششی Rمتر، MPA |
نامج | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | ||||
| حداکثر | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |||
| 2 | مقاومت تسلیم پایین ReL، MPA |
نامج | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |
| حداکثر | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |||
| 3 | استرس در 0/2٪ ازدیاد طول نامتناسب Rp0.2، MPA |
نامج | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 | |
| حداکثر | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | |||
| 4 | فشار در 000048 روز طول غیر متناسب برای اتصال دهنده های اندازه کامل Rپf، MPA |
نامج | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— | |
| حداکثر | —— | 340ه | —— | 420ه | 480ه | —— | —— | —— | —— | —— | |||
| 5 | استرس تحت بار اثبات Sپf، MPA |
نام | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |
| اثبات Sص ، نام/ Rدقیقه حداقل یا نقاط قوتص ، نام/ Rp0.2 دقیقه یا rati Sص ، نام/ Rدقیقه حداقل |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | |||
| 6 | درصد کشیدگی پس از شکستگی برای قطعات تست شده ماشین آلات ، A ، |
حداقل | 22 | —— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 | |
| 7 | درصد کاهش سطح بعد از شکستگی برای تست قطعات ماشینکاری ، Z ،٪ |
حداقل | —— | 52 | 48 | 48 | 44 | ||||||
| 8 | کشیدگی بعد از شکستگی برای اندازه کامل اتصال دهنده ها ، Af |
حداقل | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— | |
| 9 | صداي سر | بدون شکستگی | |||||||||||
| 10 | سختی ویکرز ، HV ، F≥98N |
حداقل | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 | |
| حداکثر | 220g | 250 | 320 | 335 | 360 | 380 | 435 | ||||||
| 11 | سختی برینل ، HBW ، F = 30D² |
حداقل | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | |
| حداکثر | 209g | 238 | 304 | 318 | 342 | 361 | 414 | ||||||
| 12 | سختی Rockwell ، HRB ، منابع انسانی |
حداقل | 67 | 71 | 79 | 82 | 89 | ||||||
| حداکثر | 95g | 99.5 | |||||||||||
| سختی Rockwell ، HRC |
حداقل | —— | 22 | 23 | 28 | 32 | 39 | ||||||
| حداکثر | —— | 32 | 34 | 37 | 39 | 44 | |||||||
| 13 | سختی سطح HV 0.3 |
حداکثر | —— | ساعت | ساعت ، ج | ساعت ، ج | |||||||
| 14 | ارتفاع ناحیه نخ غیر دکوراسیون ، E ، میلی متر | حداقل | —— | 1/2 ساعت1 | 2/3 ساعت1 | 3/4 ساعت1 | |||||||
| عمق دکوراسیون کامل در نخ ، G ، میلی متر |
حداکثر | —— | 0.015 | ||||||||||
| 15 | کاهش سختی پس از بازگشت مجدد ، HV | حداکثر | —— | 20 | |||||||||
| 16 | گشتاور شکستن ، مب، N · m |
حداقل | —— | مطابق با استاندارد ISO 898-7 | |||||||||
| 17 | قدرت ضربه ، کVK ، من، ج |
حداقل | —— | 27 | —— | 27 | 27 | 27 | 27 | متر | |||
| 18 | یکپارچگی سطح مطابق با | ISO 6157-1n | ISO 6157-3 | ||||||||||
| a مقادیر برای پیچ و مهره ساختاری اعمال نمی شود. b برای پیچ و مهره ساختاری d W M12. c مقادیر اسمی فقط برای هدف سیستم تعیین کلاسهای خاص مشخص می شوند.بند 5 را ببینید. d در مواردی که مقاومت تسلیم کمتری را نمی توان تعیین کرد ، اندازه گیری تنش در 2/0 درصد مجاز است کشیدگی غیر متناسب Rp0،2. e برای کلاسهای املاک 4.8 ، 5.8 و 6.8 مقادیر Rpf دقیقه در دست بررسی است.مقادیر موجود آورده شده است فقط برای محاسبه نسبت تنش اثباتآنها مقادیر آزمایشی نیستند. f بارهای اثبات شده در جداول 5 و 7 مشخص شده است. g سختی تعیین شده در انتهای اتصال دهنده باید 250 HV ، 238 HB یا 99،5 HRB حداکثر باشد. h سختی سطح نباید بیش از 30 نقطه ویکرز بالاتر از سختی هسته اندازه گیری شده اتصال دهنده باشد تعیین سختی سطح و سختی هسته با HV 0،3 انجام می شود. i هرگونه افزایش سختی در سطح که نشانگر آن باشد که سختی سطح بیش از 390 HV است ، قابل قبول نیست. j هرگونه افزایش سختی در سطح که نشان می دهد سختی سطح بیش از 435 HV است ، قابل قبول نیست. k مقادیر در دمای آزمایش 20 − C تعیین می شود ، به 9.14 مراجعه کنید. l برای د W 16 میلی متر اعمال می شود.مقدار KV تحت تحقیق است. n به جای ISO 6157-1 ، ISO 6157-3 ممکن است با توافق بین تولید کننده و خریدار اعمال شود. |
|||||||||||||
درجه محصول
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
مواد و مواد شیمیایی
1008
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | آل |
| 06/0 | 06/0 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| ترکیب شیمیایی | ||||||
| ج | سی | من | پ | S | Cr | ب |
| 0.2 | 0.04 | 81/0 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| ترکیب شیمیایی | |||||||
| ج | سی | من | پ | S | Cr | نیکل | مس |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| ترکیب شیمیایی | ||||||||
| ج | سی | من | پ | S | Cr | نیکل | مس | مو |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
تمام کردن
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICEL و غیره
بسته بندی
QBH فله
20-25 کیلوگرم / CTN ، 36CTNS / پالت
20-30 کیلوگرم / کیسه ، 36 کیسه / پالت
یک تن / جعبه
50 کیلوگرم / IRON DRUM ، 12 آهن آلات / پالت
بسته بندی کوچک QBH
بسته بندی در جعبه های کوچک با توجه به نیاز مشتری
بسته بندی در کیسه های پلاستیکی با توجه به نیاز مشتری
نوع پالت QBH
پالت بخار جامد
EURO پالت
پالت سه شاخه
جعبه چوبی
مزایای QBH
کاربرد محصول
این کلاس 88 پیچ فولادی برای بستن اکثر ماشین آلات و تجهیزات. ابعاد
با ایزو مطابقت داشته باشید (سابق DIN) مشخصات فنی. طول از زیر اندازه گیری می شود سر.
فلز روی-آبکاری شده پیچ های فولادی در برابر خوردگی در حالت مرطوب مقاومت می کنند محیط ها فاصله نخ جفت شدن را مطابقت دهید
اجزاء. خوب و اضافی-خوب نخ ها از نزدیک فاصله دارند تا از شل شدن آنها جلوگیری شود لرزش
ریزتر نخ، بهتر مقاومت.

